Эволюция промышленных лазеров: от кристаллов к иттербиевому волокну. История и тренды.

Промышленные лазеры появились в конце 80-х годов и за 35 лет кардинально менялись как технологии, так и тенденции в их развитии. Сегодня мы поговорим об этом подробнее, сравним разные типы устройств и обсудим их перспективы.
Три кита лазерных технологий
Основных технологий, которые используются в современной промышленности, всего три: твердотельные на кристаллах, газовые и волоконные. У каждого есть свои преимущества и недостатки, о которых мы расскажем далее.
Твердотельные лазеры на кристаллах
Промышленные лазеры начали активно внедрять с конца 90-х годов и особенно активно процесс пошел в начале 2000-х. В те времена все еще использовались твердотельные установки на рубиновых и сапфировых кристаллах, которые уже тогда считались устаревшими — характеристики были хуже, чем у газовых моделей.
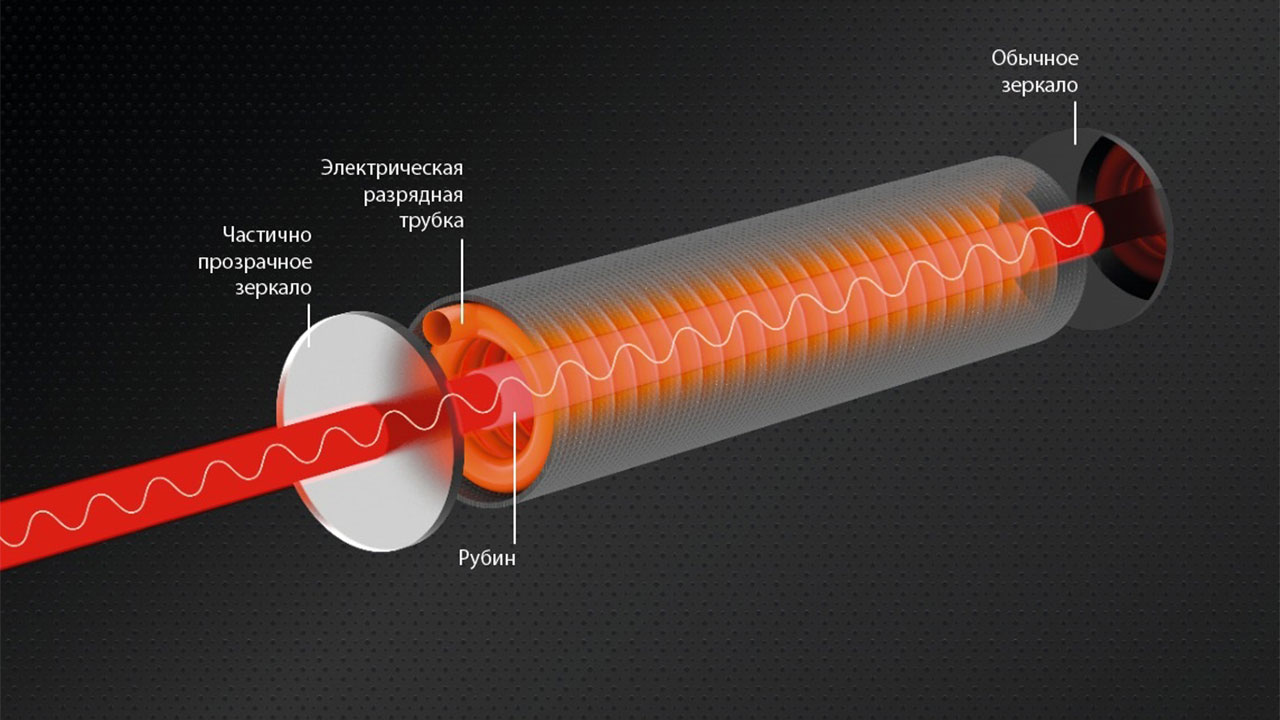
Как уже говорилось, в таких устройствах рабочей средой служит твердый кристалл, который имеет форму стержня. Материал для него может быть самым разнообразным: искусственные рубины, александриты, титан-сапфиры, фториды иттрия-лития, алюмо-иттриевые с легированием редкоземельными элементами и т.д.
Несмотря на то, что твердотельные лазеры на кристаллах считаются устаревшими, они до сих пор находят применение в промышленности. В основном их используют для маркировки готовых изделий, резки и сварки неответственных деталей.
Преимущества технологии:
-
высокая точность и малая ширина реза — можно обрабатывать тонкие детали сложной конфигурации;
-
подходит для обработки металлов с высокой отражающей способностью: алюминия, серебра, меди;
-
диапазон длительности импульса — от 10-2 до 10-14 с;
-
относительно высокая удельная мощность, которая позволяет резать и сваривать листы металла толщиной до 15-20 мм;
-
широкий диапазон длины волн — от 0,69 до 5,5 мкм;
-
может генерировать ультракороткие импульсы длительностью не более 4 фемтосекунд;
-
благодаря высокой яркости подходит для изготовления строительных уровней и различного рода указателей.
Несмотря на большое количество плюсов у этой технологии есть и минусы. Главная проблема — необходимость оптической накачки. Энергия проходит две ступени преобразования: электричество — свет — лазерный луч. Из-за этого даже при использовании диодных источников КПД твердотельных лазеров не превышает 20%. Кроме этого, при прохождении луча через систему зеркал происходит частичная потеря мощности, что также негативно сказывается на эффективности этих устройств. Да и сами установки обычно выдают излучение не более 20 кВт, но чаще используются модели до 8 кВт.
Газовые лазеры СО2

Газовые лазеры были востребованы с конца 90-х до начала 2010-х годов благодаря своей высокой мощности — с их помощью можно резать и сваривать толстый металл. Это более продвинутые устройства, в которых средой усиления служит газ. Это может быть СО2, гелий, неон, азот или их смесь. Газовые лазеры часто используются для резки и сварки металлов толщиной свыше 15-20 мм за счет высокой мощности излучения. К основным преимуществам этой технологии можно отнести следующее:
-
мощность до 100 кВт;
-
дешевы в обслуживании благодаря простой конструкции и недорогим лазерным трубкам;
-
более высокий КПД по сравнению с твердотельными лазерами — до 30%;
-
можно обрабатывать неметаллические материалы — ткань, кожу бумагу;
-
относительно низкое потребление энергии.
Здесь тоже не обошлось без недостатков, основных три: все еще низкий КПД, сильный нагрев лазерных трубок и их небольшой срок службы. Кроме этого, точность реза и сварки у газовых аппаратов ниже, чем у твердотельных устройств.
Волоконные лазеры

Волоконный лазер — это разновидность твердотельного, только в качестве рабочей среды используется не кристалл, а оптическое волокно с иттербиевым покрытием. Внутри такой лазерной трубки находится кабель, оптические резонаторы — чаще всего Фабри-Перо и отражатели. Примечательно, что в установках этого типа не используется сложная система зеркал или специальных линз, они там попросту не нужны.
Интересно, что концепция волоконного лазера была разработана еще в начале 60-х годов. Но тогда ученые не смогли преодолеть существенный недостаток новых установок — излучение быстро затухало при прохождении по оптическому кабелю из-за несовершенства технологий. И лишь спустя 40 лет, в начале 2000-х годов, эта проблема была полностью решена благодаря применению эрбиевых волокон.
Но их мощность оставляла желать лучшего, поэтому разработчики искали другие пути решения, пробовали различные легирующие покрытия и наконец к началу 2010-х появились установки с иттербиевым волокном в качестве рабочей среды, которые обладали хорошей выходной мощностью и стабильностью луча. С этого момента волоконные лазеры начали активно внедрятся во все сферы производства.
Итак, переходим к самому интересному — достоинствам этой технологии. А они заключаются в следующем:
-
высокий КПД — свыше 30%, в некоторых случаях может достигать даже 70%;
-
нет потерь мощности из-за отсутствия системы зеркал, то есть волоконный лазер может обрабатывать более толстый металл, чем газовый или кристальный аналогичной мощности;
-
более высокая скорость резки и сварки по сравнению с предыдущими типа аппаратов;
-
лучшее качество швов и кромок благодаря точности и стабильности лазерного луча;
-
компактность — подходят для использования в ограниченном пространстве;
-
требуют в 4-5 раз меньше воды для охлаждения.
Основной тренд последних лет, которому следуют практически все современные производители волоконных лазеров — увеличение их выходной мощности до 50 кВт. Такие лазеры отличаются очень высокой скоростью реза — до 100 м/мин и могут обрабатывать металл толщиной до 100 мм. При этом кромки получаются качественными и практически не нуждаются в дополнительной обработке.
В ближайшей перспективе предполагается увеличение мощности лазерных излучателей до 80 кВт. Такие модели уже могут конкурировать с газовыми и применяться для резки и сварки крупных деталей, например, мостовых и строительных конструкций, ответственных участков нефтепровода.
Минусов у этой технологии почти нет. Единственный недостаток — цена, которая также зависит от выходной мощности устройства. Однако, волоконные лазерные аппараты не намного дороже других типов установок. А с некоторым они уже сравнялись в стоимости. Учитывая их преимущества, выгода от их приобретения становится очевидной.
Лазер МОРА

Лазер МОРА считается «подвидом» волоконного. Такая установка имеет двухкамерную конструкцию, в которую входит задающий генератор и усилитель мощности. Принцип работы достаточной простой. Задающий генератор в виде диодного лазера создает узкий луч небольшой мощности, который затем попадает в усилитель. Эта часть установки представляет собой оптическое волокно с покрытием из эрбия, неодима, иттербия и других редкоземельных элементов. Это волокно помогает увеличить выходную мощность луча до заданных параметров и позволяет регулировать ее в широком диапазоне.
Плюсы МОРА-лазеров:
-
Возможность регулировать ширину импульса под разные материалы и задачи.
-
Высокая частота повторений — 1-2700 кГц.
-
Регулирование энергии импульса в широком диапазоне.
-
Не нуждается в мощном задающем пучке для генерации лазерного луча, что позволяет добиться минимальной ширины импульса.
-
Не вызывает термической деформации материала.
Благодаря этим характеристикам лазеры МОРА считаются самыми гибкими в плане настроек мощности и ширины импульса. По этой причине их часто используют для маркировки алюминия, стали, пластика, очистки тонких листов металла, в производстве микроэлектроники и полупроводников.
К минусам относится довольно высокая цена, сложность конструкции и достаточно узкая сфера применения. То есть, такие аппараты не подходят, например, для резки и сварки металла.
Далее мы подробнее рассмотрим виды волоконных лазеров и современные тенденции в их развитии.
Виды волоконных лазеров
В современном производстве все чаще встречаются пико- и фемтосекундные лазеры. Это связано с их способностью генерировать сверхкороткие и точно направленные импульсы. Кроме этого, такие устройства компактны, их можно легко переместить в другое место.
Пикосекундные лазеры
Пикосекундные лазеры генерируют сверхкороткие импульсы, длительность которых не превышает нескольких пикосекунд. Напоминаем, что 1 пс —10-12 сек. Частота повторений в таких аппаратах достигает 80 МГц и выше. При этом энергия импульса достигает 200 мкДж. За счет этого материал в месте воздействия мгновенно испаряется либо нагревается в зависимости от поставленной задачи.
Еще одна особенность этих установок — длительность импульса в них меньше, чем время за которое рассеивается тепло от материала, который подвергается обработке. По этой причине лазеры этого типа используются для обработки высокоточных и ответственных деталей, которые нельзя сильно нагревать. Основные сферы применения:
-
прецизионная лазерная сварка;
-
высокоточная обработка металла и неметаллических материалов: стекла, композитов;
-
обработка твердых и тугоплавких металлов;
-
очистка поверхностей от различных загрязнений, таких как ржавчина, окалина и тому подобное;
-
в порошковой металлургии для селективного спекания порошков, например, в производстве твердосплавных инструментов;
-
резка и сварка композитных материалов, в том числе термостойких.
Еще одна особенность пикосекундных лазеров — возможность холодной обработки деталей. Благодаря этому они подходят для пленочных материалов и производства полупроводников, гравировки стекла, а также других хрупких материалов.
Фемтосекундные лазеры
Отличаются еще большей скоростью импульса — 10-15 сек, а также высокой выходной мощностью — до 1 МВт и частотой повторения, которая может достигать 100 МГц и более.
Такие аппараты обладают заметными преимуществами, такими как минимальный нагрев заготовки и отличное качество обработки разных материалов, включая неметаллические. Благодаря этому они нашли применение в высокоточном производстве:
-
раскрой полимерных пленок;
-
производство микроэлектроники и дисплеев;
-
резка стекла и других хрупких материалов;
-
нанесение фотоэлектрических изображений;
-
обработка «чувствительных» материалов, таких как графен;
-
резка и сварка сверхтонких листов металла и микроскопической проволоки.
Фемтосекундный лазер в производстве микросхем частично заменяет обработку плат кислотами и другими агрессивными химикатами. Инженеры надеются, что в будущем удастся полностью уйти от «мокрых» технологий и заменить их оптическими на 100%. Это оправдано с экономической точки зрения, так как лазеры, работающие на сверхкоротких импульсах, позволяют выполнить обработку деталей быстрее. Высокая скорость особенно важна в крупносерийном производстве, поэтому их применение позволит увеличить объемы выпуска продукции.
Основные тенденции в развитии пико- и фемтосекундных лазеров — это увеличение мощности. При этом инженеры стараются решить проблему нагрева заготовки, которая неизбежно возникает при увеличении энергии импульса. Пока что сверхмощные волоконные лазеры этого типа существуют в условиях испытательных лабораторий и по отзывам ученых можно надеяться что они появятся и в промышленном исполнении.
Новые волоконные лазеры могут показаться слишком сложными и дорогостоящими. Но на самом деле это не так. Мы поставляем волоконные лазерные комплексы Senfeng, которые стоят сопоставимо с другими видами лазеров.
Продукция «Технограв»

Ассортимент компании насчитывает десятки моделей лазерных станков и аппаратов Senfeng, а также расходников и комплектующих Raytools, Hanli и других производителей. Оборудование поставляется для всех типов производства: от потоковой резки разных видов металлопроката до сварочных работ и очистки металла. У нас можно приобрести следующие виды оборудования:
-
Лазерные станки для резки труб и профилей, листового металла или комбинированные модели мощностью от 1,5 до 30 кВт.
-
Широкоформатные лазеры для резки листа с рабочим полем до 12000 × 3000 мм и станки с возможностью резки труб и профилей со скосом до 45º.
-
Оборудование для лазерной очистки металла от ржавчины, нагара, остатков ЛКМ и других загрязнений. Мощность установок от 1,5 до 3 кВт.
-
Ручные аппараты лазерной сварки с автоматической подачей проволоки мощностью от 1,5 до 3 кВт.
-
Роботизированные обрабатывающие центры промышленного класса для сварки и очистки. Рабочая станция оснащена 6-осевой лазерной головой и двухпозиционной платформой, которая поворачивается на 180º.
Компания “Технограв” поставляет лазерное оборудование по всей России и сотрудничает с сотнями предприятий: от ремонтных мастерских до крупнейших производств ВПК.
Поставка волоконного лазерного станка мощностью 1,5 кВт в г. Калининград
Станок был поставлен компании, которая занимается производством холодильного и морозильного оборудования для сегмента Horeca. Пожеланием клиента было ускорить технологические процессы чтобы нарастить объемы производства.
Сотрудники компании «Технограв» помогли решить эту проблему, подобрав волоконный лазерный станок SENFENG SF3015W. Лазерная голова с автофокусировкой позволила добиться более качественного реза: кромки получаются ровными и не требуют дополнительной обработки. Кроме этого, у клиента появилась возможность оказывать дополнительные услуги, тем самым увеличив прибыль от своего бизнеса.
Поставка автоматизированного комплекса для резки рулонной стали в г. Ногинск (МО)
Станок заказала компания по производству вентиляционного, отопительного и холодильного оборудования. Основные задачи клиента:
-
первичная обработка металла;
-
производство деталей и узлов для климатического и холодильного оборудование.
С учетом поставленных задач был выбран волоконный лазерный комплекс для раскроя рулонной стали SF1502CH мощностью 3 кВт. Станок позволяет резать металл с высокой точностью и производить ответственные детали быстрее, нежели с использованием газовых установок. Благодаря этому наш клиент может поставлять более качественное оборудование и нарастить выпуск продукции.
Поставка волоконного лазерного станка в г. Неман, Калининградская область
Заказчик оборудования — производитель металлоконструкций для машиностроительного производства. Основной технологический процесс, под который приобретался станок — резка углеродистой стали 09Г2С и нержавеющей мартенситной марки AISI 420. Толщина металла при этом составляет от 2 до 12 мм, для основного производства — 8 мм. Это довольно большая толщина для лазера, особенно если речь идет о нержавеющей стали.
Менеджеры учли исходные данные и предложили клиенту лазерный станок SENFENG SF6015H4 мощностью 12 кВт. Он легко справляется даже с очень толстым металлом — до 80 мм. Высокопроизводительная лазерная голова Boci с автофокусировкой позволяет свести брак к минимальным значениям и позволяет добиться максимального качества кромок.
Все наши клиенты отмечают высокое качество сервиса компании «Технограв». Оборудование поставляется, устанавливается и настраивается нашими сотрудниками всегда в сроки, указанные в договорах поставки. Также клиенты могут обратиться к нам за консультацией в любое время — специалисты Службы сервиса всегда на связи и готовы ответить на все вопросы.